
Integrity Diagnostics provides inspection and monitoring services of tubular Low Density Polyethylene (LDPE) reactors using Diagnostic Acoustic Emission technology. Inspection and monitoring are performed during normal operation of the reactor using explosion proof equipment or during periodic hydro-static tests. Integrity Diagnostics developed a unique approach for analysis of acoustic emission signals in operating reactor. Despite significant operational noises due to product flow, valves operation, vibration and friction, DAE method allows filtering out noises reliably (Figure 1) and detecting (Figure 2), locating (Figure 3) and assessing flaws developing in reactor tubes including such as fatigue cracks, stress corrosion cracks, general electrochemical corrosion and other. Detection of flaws by DAE method is not limited to surface or embedded flaws or to flaw position along the tube. Periodic or continuous monitoring of revealed flaws is used to alert when repair or replacement is required. Thanks to the fact that DAE examinations performed during operation, operational issues causing flaw initiation and development are often identified.
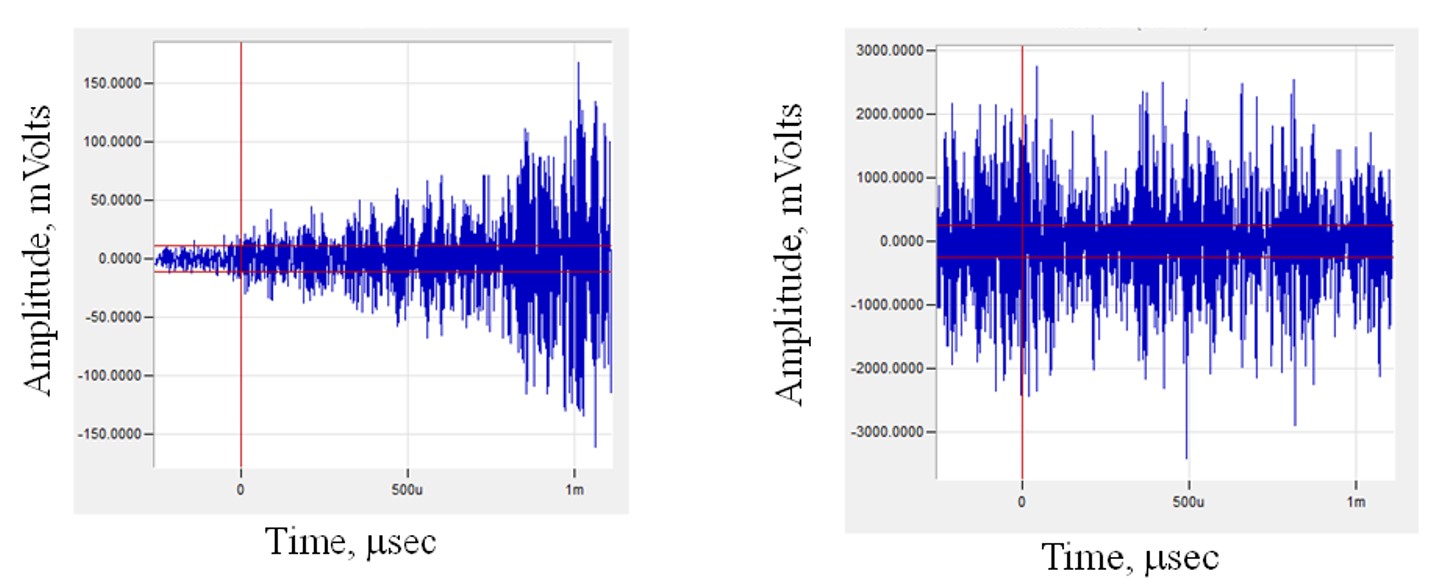
Figure 1. Typical noise signals due to friction and LDPE reactor operation
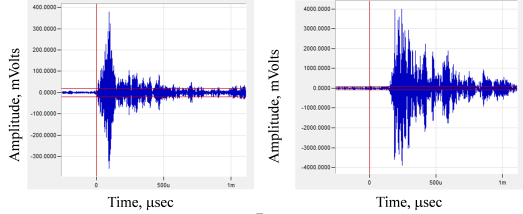
Figure 2. Typical flaw-related Acoustic Emission signals detected in LDPE reactor
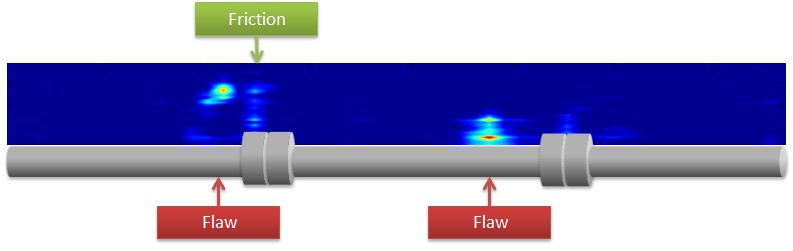
Figure 3. Location of flaw-indications in LDPE reactor tubes
DAE examinations of LDPE reactors comply with the best AE practices including the following standards:
- ASTM E1139: Standard Practice for Continuous Monitoring of Acoustic Emission from Metal Pressure Boundaries.
- ASME Standard: Section V, Article 13, Boiler & Pressure Vessel Code, Continuous Acoustic Emission Monitoring.
- ASTM E1211: Standard Practice for Leak Detection and Location Using Surface-Mounted Acoustic Emission Sensors.
- ASTM E569: Standard Practice for Acoustic Emission Monitoring of Structures during Controlled Stimulation.